大きさ1〜2mほどの岩が苔や地位類に全面おおわれています。湧泉の近くでいつも霧がただよっているせいでしょうか。白く平滑に見える部分も極薄の地位類がついているところで、岩そのものの地肌はかくれています。草木の緑が後退し枯れ色になってくると、こうした苔むした岩の美しさが際立ってきますね。

大きさ1〜2mほどの岩が苔や地位類に全面おおわれています。湧泉の近くでいつも霧がただよっているせいでしょうか。白く平滑に見える部分も極薄の地位類がついているところで、岩そのものの地肌はかくれています。草木の緑が後退し枯れ色になってくると、こうした苔むした岩の美しさが際立ってきますね。

これはアマゾンから届いた荷物を開けたところです。段ボール箱の大きさ325×250×115mmに対し、中に入っていた品物はそのパッケージを含めても100×75×75mmの大きさしかありません。ためしに計算してみたところ容積率ではわずか6%。重量も箱の封を開けてみるまでは中が空かと思うような軽さです。けれども私はこれを批判しているわけではありません。「空気を運んでいるみたいで無駄だ。けしからん」などという見当ちがいな文句は言いません。逆に、通販の最大手ともなると考えることが違う、あっぱれとあらためて感じました。
送付する商品に合わせてできるだけ無駄な空間が生じないように小さめの段ボールに封入したほうがいいと思うのは、たとえば個人や当工房のような弱小零細企業であればまったくその通りでしょう。送料がぜんぜん違いますからね。しかし、毎日ものすごい数の商品を梱包し発送するような大企業の場合はその論理は必ずしもあてはまりません。Aという商品に対しaの箱がいいのかbの箱がいいのかcの箱がいいのか…といちいち試行錯誤していたのでは時間ばかりかかってしかたがありません。もちろんアマゾンとて梱包用の箱は何種類もあるはずですが、できるかぎり種類を絞って、はじめからまちがいなく収まるであろう大きめの台紙に商品を載せラップでくるみ箱に入れてしまったほうがはるかに迅速確実です。
余計な空間がいくらあっても、商品は台紙ごと熱収縮フィルムでラップされ、そのまま箱の底にホットメルト接着剤でくっつけてあるので、箱の中で商品があばれて破損してしまうおそれはまずありません。段ボールの蓋もよく見ると妻手のほうの蓋は大きく斜めに面取りをしてあり、長手の蓋と干渉しにくいように作ってあります。おそらくですが、商品を台紙に手作業で載せた以降はあとは自動でラップと箱入れ・封緘・ラベリングをしているのではないでしょうか。
箱の大きさがそろっていれば自動化もしやすいし、それをパレットや車に積載するのも簡単です。トラック等の荷室にどれだけの数の荷が入るのかも事前にかなりの精度で予測できるでしょう。当工房みたいにバンやトラックに家具が入るだの入らないだのと何度もトライしてみる必要はありません。たしかに個々の品物でみれば、たとえば上の写真のようにえらい空隙が生ずることはあるでしょうが、物流全体のコストでみれば、そんなものは微々たるものです。

ウォールナットでドアを作ることになり、いま下拵えをだいたい終えて本加工に向かうところです。ドア開閉のための取手は横向き1/4回転のレバーではなく、縦向きで棒状のハンドルにする予定ですが、市販品ではなくオリジナルで自分で作ることにしました。材料はやはりウォールナットです。
大きく面取りした角材に丸棒の片端を埋め込んで、それをドア枠に貫通させ、反対側でも同じ大きさの角材に丸棒のもう片端が差し込まれるかたちになります。丸棒はゆるくてもきつすぎてもいけないので、ノギスで何度も計測しながら丸穴の径に対しプラス0.2mm程度になるように慎重に調整し、木殺をしたのちにハンドルの角材ならびにドア枠に入れ込みます。
市販品を購入して付けてしまえば簡単ですが、極端に安い出来あいのハンドルを使うのでないかぎり、コスト的にはオリジナルで作っても大差はないと思います。ただ後者は時間はかかりますし、不確定要素(製作ミスや取付けのミス等)はどうしても残るので、一般にはあまり採用されない手法ですね。
11月16日の記事で市販品のテーブルの手直しについて書きましたが、今度はやはり市販品の肘掛け椅子2脚の手直しです。材質はアメリカン-ブラック-ウォールナットで、オイルで仕上げしてあります。座面の高さだけお客様のご希望にあわせてお店で調整(脚の下端を寸詰め)してもらったようです。
座のクッション(ビニールレザー?)は裏から6本の木ネジで止めてあるだけだったので、それは簡単に外れたのですが、他の部分はばらせません。また全体的に部材が細すぎるので、とくに問題の肘掛けあたりの面取りを現行のR1.5mmよりやや大きめのR4.5程度に変えるにとどめました。たしかにこのままではエッジやコーナーがとがりすぎていて体が当たって痛いです。
私の観点としては、1)座面が後方にすこし傾斜しているのはダイニングチェアとしては使いづらい。2)背もたれと座面の間が空きすぎているので、座った人の背中をしっかりと保持できない。3)座面の凹みのカーブが大きすぎるので常に中よりに無駄な力がはたらき、長時間座るとお尻が痛くなる。4)部材が細すぎるので強度・耐久性に不安がある。5)一部のパーツに白太が使われそこだけ着色してありました。椅子の部材でそれは駄目。6)各部材の表情が板目あり柾目ありでそろっていない。……といったところでしょうか。しかし一般市販品としてはこれぐらいがまあ残念ながら普通といっていいかもしれません。
写真は上は手直しする前の状態、下2枚が手直し後のものです。とくに肘掛けの前端部はもとは他のエッジと同様のR1.5くらいだったのを、いくらなんでもこれはないよねということでR10に変えました。オイル塗布(キャピタルペイントのNA−6 オリオ2。前のオイルは不明)もあらためて全面に施したので、色もすこし以前より濃くなりました。




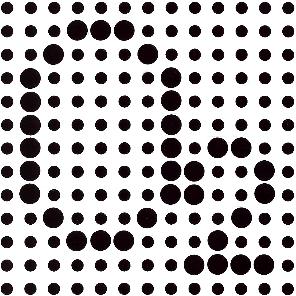
正しくはモールス符号(Morse code)といい、長・短の符号のみで符号化された文字コードのこと。19世紀半ばに国際規格として制定された。基本的な仕組みとしては非常に単純なことから電信だけでなく音響や発光信号にも応用されている。無線電話やデータ通信が不可能な環境でも最低限度の通信を行うことができるので、電子機器などが高度に発達した現在でも、モールス符号はきわめて限定的ではあるが依然として使用されているのはそのため。
世界でいちばん高い山は言わずと知れたエベレストである。チベット語ではチョモランマ、ネパール語ではサガルマータで、標高は8850m。では世界で2番目に高い山はと問われ、K2(ケィ-ツゥー)と即答できる人はかなり少ないだろう。Kはカラコルム山脈の略で、2は正式に測量する前のとりあえずの記号でしかなかったのだが、計ってみたら8611mで、なんとエベレストに次ぐ世界第2位の高峰だった。偶然とはいえじつにすばらしい。K2にはゴドウィン-オースチンなる別名もあることはあるのだが、あまりにも野暮ったいこともあってほとんど口にされることはない。鋭く尖った風貌といい、その難攻不落ぶりといいK2こそがふさわしい名前というべきであろう。ちなみに初登頂は1954年で、これまでの挑戦者は300名余、死亡率はなんと23%におよぶとか。魔の山といわれるのもむべなるかなである。
ここ庄内地方でも、枝が折れんばかりにたくさんの実がなった柿の木をよくみかける。多くは庄内柿とよばれるやや扁平の渋柿であるが、柿以外にも多種多様かつ内外の果物が簡単に入手できるようになったためか、いまは柿はあまり人気がないらしい。渋みがあってすぐそのままでは食すことができないことも拍車をかけていると思うが、誰も採らないまま過熟してやがて地面に落ちて腐っている姿も珍しくない。果物や菓子類が乏しかった昔ではおよそありえなかった光景だ。/「クラスター」は実や花の房、塊、群れや集団など、同質のものがたくさん集まっている状態を意味する言葉。クラスター爆弾の場合は、ひとつの爆弾に多数の子爆弾が内包されており、投下された爆弾が爆撃対象近くで自動的に多数の子爆弾に分かれて、一度に広範囲にたくさんの物や人を破壊する。子爆弾に分裂する仕組みのためか不発弾となる割合も少なくなく、投下直後のみならず後々まで惨禍をもたらすことがある。
(※ 写真は月光川本流を遡上するサケの群れ。川床から湧水が出ているような場所で自然産卵・放精するが、 その後ほどなく死んでしまう。)

当ブログの8月22日の記事でご紹介した山形県庄内町槇島(まぎしま)地区で作られている箒のいちばん小さなタイプです。「手箒」という感じでしょうかね。全長28cmくらいですから、この前の座敷箒の95cmに比べるととても小さいです。基本的な材料(ほうききび)や作りは同じですが、実際ちょっと使ってみた感じでは腰がけっこう強いです。毛先も硬めなので机上のほこりを払うといった用途よりも、それこそ作業机の上の木屑を掃くといったややハードな使い方に向いているかもしれません。
デザイン的な部分では見直しが必要かと思います。細かな点はまた機会をあらためて論考しますが、つり下げ用の紐の紅白の色合いと、それがビニール素材であることが非常に残念です。
1週間前に木取をし養生していたドアの部材の、二次下拵をしました。四方枠の仕上厚33mmに対し、前回は39mmでいったん切削を止めてようすを見ていたのですが、結果は縦框の平で最大1.5mmの反りにとどまっていました。上下の横桟は0.5mmくらいです。アメリカン-ブラック-ウォールナットのドア枠としては上出来といっていいと思います。
今回は厚さで3mm減らして36mmまでとしました。仕上厚さに対して3mmプラスです。幅の方は仕上がりに対しそれぞれ2mmプラス。この調子であれば次の三次下拵えで仕上寸法までいきそうです。

手押鉋盤→自動鉋盤を通して36mm厚まで切削。青色のクーピーでマーキングした矢印は「その方向に切削して36mmにした」という意味です。

上下の横桟は厚さを36mmまで削ったあと、幅は昇降盤で仕上幅プラス2mmでカットしました。数字にダッシュが付してあるのは、丸鋸で切断したままなので「およそ○○mm」という意味です。誤差は0.2mmくらい。

材料を細幅で使用した場合はとくにどちらが木表か木裏かわからなくなることがあります。表と裏とでは色つやも異なりますし収縮膨張の度合いも異なります。したがってそれを考慮して製品では使う向きを決定します。そのため当工房では木口に木裏方向を矢印でかならずマーキングしています。


先日(11/20)は「森林限界」というタイトルで、中腹まで雲と雪におおわれた鳥海山をご紹介しましたが、今回はうってかわってきれいに晴れ上がった朝の鳥海山です(11/21- am8:07&09)。群れをつくって飛んで行く白鳥の姿もみえました。稲刈りが終わった田んぼにはひつじが生えてまた緑色になってきていますが、もうじき一面雪に覆われてしまうことでしょう。

ウォールナットでドア2枚ぶんの木取をしたところです。素材厚40mm(公称。実際には42mm強)からとりあえず両面にプレーナーがかかる39mm厚のところまで削りました。幅は仕上寸法に対し3〜5mmくらい、長さは70mm大きくしてあります。当工房ではこれを一次下拵(いちじしたごしらえ)と呼んでいます。ウォールナットで建具を製作するのは初めてなので、材料面では内心かなり心配していたのですが、余裕をもって一次下拵を終えることができました。
最終的には仕上厚の33mmまでもっていくのですが、一気に削ると内部応力の変化でひずみが出るので、このまま1週間程度放置します。これは養生と呼んでいますが、各部材によけいな圧力がかからないように、積み重ねたりせず一枚ずつ間隔をあけて木端立てにします。風も通るようにするわけです。その後にまた手押鉋盤で平面出しを行い、自動鉋盤との併用で徐々に厚さを減らしていきます。おそらく三次下拵まで必要かと予測しています。

これは一昨日(11/18)の鳥海山ですが、標高800mあたりで水平に線を引いたように白くなっています。雲がまだいくらかは残っているようですが、上の方の白さは新たに降った雪のためであるように見えます。これほどくっきりと「雪線」があらわれたのは珍しいかもしれません。
鳥海山は麓から頂上まで全体がきれいに見える日はそう多くはありません。晴天の日であっても上半分に雲がかかっていることがよくあります。頂上の標高は2236mですから、その半分というと1100mくらいになりますが、ちょうどそのあたりがおおむね森林限界となります。樹木の高さが人の背丈を下回るようになり、森林ではなく灌木帯もしくは草原というような景観に変わります。
高木が育たないのは端的には標高が上がるにともなう気温の低下ももちろんあるでしょうが、もうひとつの大きな要因が雲が発生しやすく日射がかなりさえぎられるからかもしれないと思います。大気は基本的には西から東に動き、日本海の湿気をたっぷりと吸った風が、日本に到達したとたんにいきなり2236mもの壁にぶちあたるわけです。その壁にそって上昇した風は冷やされて、含んでいた水蒸気は液体の水となり、それが雨や雪となって降下します。
私は20代の10年間ばかり首都圏に住んでいましたが、ときどき東京近郊の山に登っていました。奥多摩とか奥秩父、あるいは八ヶ岳などです。そこでは標高1100mというとうっそうたる樹木におおわれており、頂上付近の標高2000m前後になっても依然として「藪山」です。鳥海山とくらべると景観的には1000mくらいの差があるわけで、はじめはたいへん驚きました。
鳥海山は標高的には典型的な高山とはいえませんが、その高さのわりには森林限界がはやくあらわれ、標高1300mくらいですでに山岳風景となり、標高1800mともなると完全に岩だらけのアルペン的な過酷な環境になります。標高0mから2236mまで、海浜植物から高山植物までをひとつの山で連続的に見ることができる、比較的楽に高山の雰囲気を体験できるなどの理由から、全国的に非常に人気が高い山となっています。登山関係の雑誌などで北海道&東北エリアで大雪山とならんで一番人気であることもよくわかります。