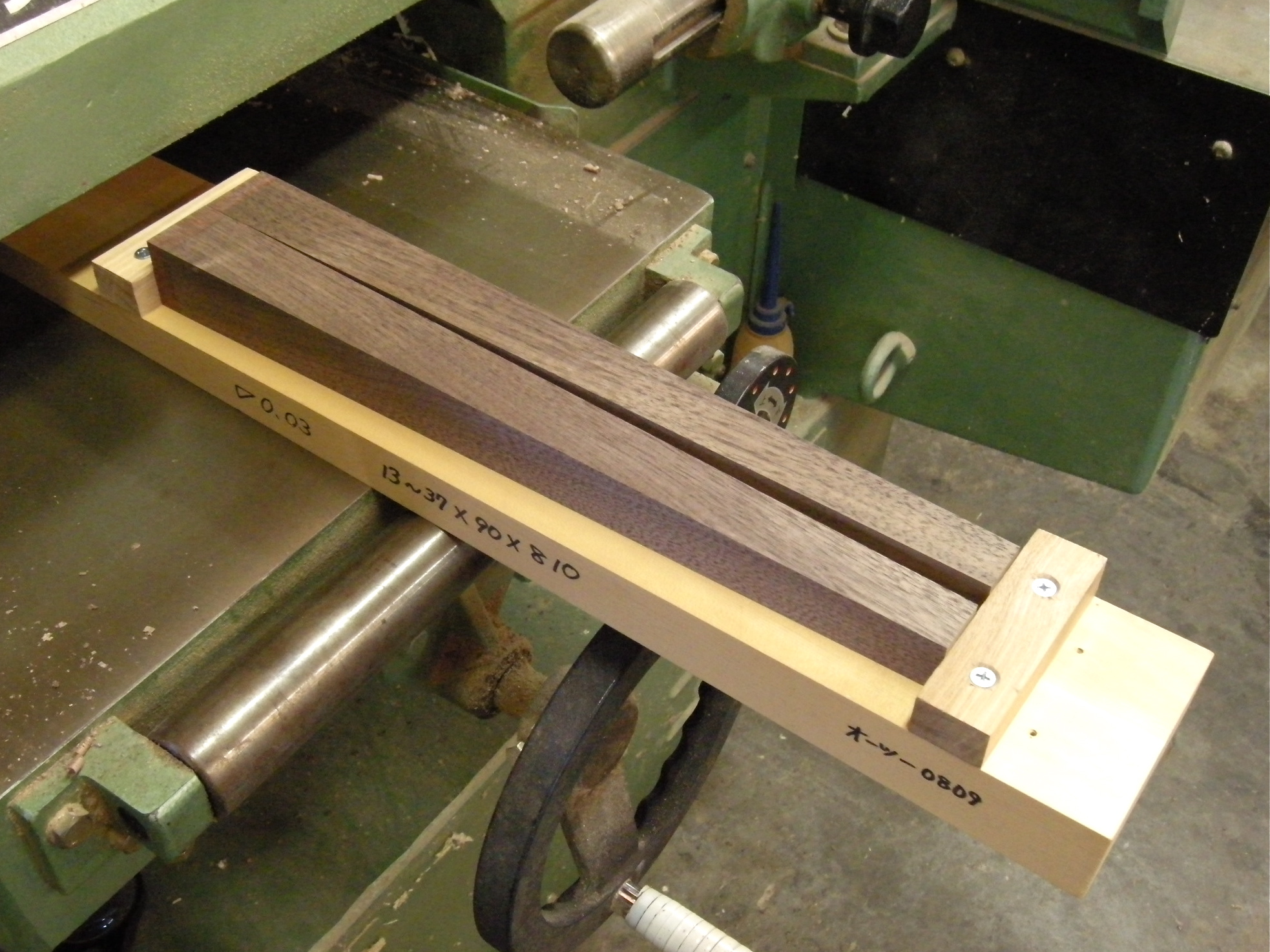
以前にも書いたことがありますが、家具の部材の勾配をつけるのに「勾配削用ベッド」を用いています。上の写真は勾配0.03(3%)のベッドで、スツールの脚を2本載せて自動鉋盤に送り込んでいるところ。この例では最終的に5mm強の削り落としをするのですが、3回くらいに分けて切削します。
部材に勾配をつける方法はいろいろありますが、テーブルや椅子の脚などのサイズと比較的緩い勾配であれば、丸ノコや昇降盤・糸鋸盤などでカットするよりも、この治具を使ったほうが効率的で正確です。また切落材が跳ね返ってくる心配もないので安全です。治具の精度と切削前の部材の下拵えの精度がよければ、0.05mm程度の精度で勾配加工をすることができます。
このスツールの脚は4面ともテーパーがつくので、最初に0.015のベッドに載せて2面を削り、それからその倍の勾配=0.03のベッドに載せて残り2面を削っています。
下の写真は昇降盤に横切用の治具を載せ、さらに勾配0.015の角材を手前にはさんでスツールの幕板に胴突をつけているところです。下拵えが正確にできていることが前提ですが、こうやって加工すれば部材ごとの墨付けや後からの微調整などいっさいなしに、何十本でもまったく同じ加工をすることができます。
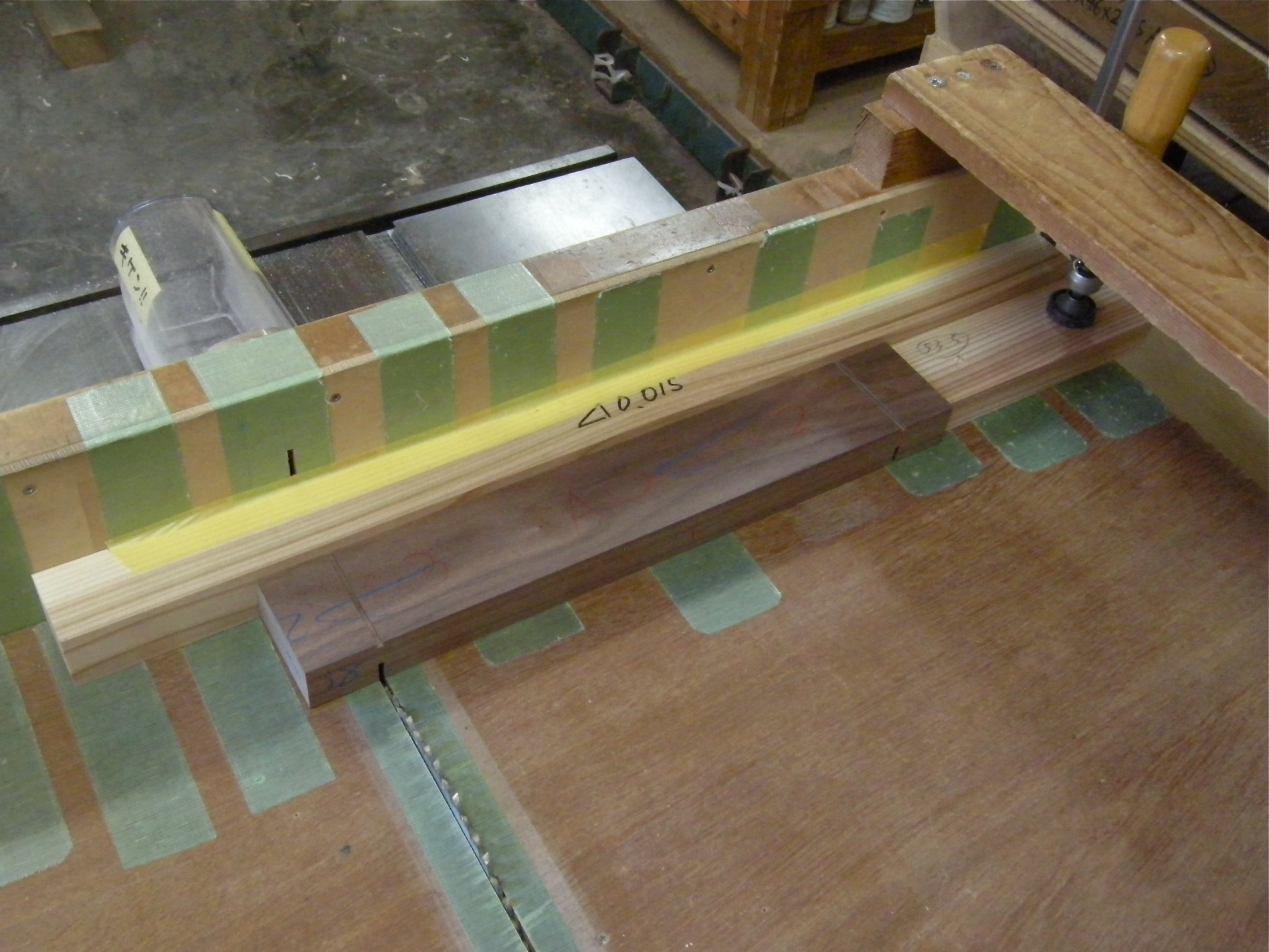
水平・垂直な部材を組むのはわりあい簡単ですが、傾斜があるものを組むのはかなり手間がかかり技術が要求されます。しかし、勾配削用ベッドで脚に0.015の勾配をつけ、同じベッドでこしらえた角材を横切用治具に配して幕板の胴突を行う、さらに角鑿盤に下に0.015勾配の板を敷いてホゾ穴をあけ、こうして両者を組んでいけばぴったり90度になるわけです。もっともそれは理論上の話であって、ほんとうにそううまくいくかどうかはまた別問題。結局のところ鉋盤や昇降盤や角鑿盤自体の精度がそうとう良くないと、そもそもの治具の製作ならびに上記の部材加工は不可能です。